
砂轮全自动动平衡仪的应用详述
- 发表时间:2020-08-07 07:17
- 来源:未知
- 人气:
汽车齿轮(材料为20CrM nT i, 渗碳淬火,硬度为58~ 63HRC,模数为3, 3.5mm ) ,精度为5 ~6 级(GB 10095—88)。为了保证齿轮的精度, 尤其是齿形齿向的精度, 降低变速箱总成的噪声, 对常啮合齿轮、高速齿轮需进行磨齿加工(所用的机床为YK7232 数控蜗杆砂轮磨齿机和YA 7232B蜗杆砂轮磨齿机)。实践证明, 在磨齿工艺中, 齿形误差对啮合噪声影响最大。所用砂轮规格② 400mm ×② 203mm ×100mm。过去用DS—1 0 0 型闪光式动平衡机对蜗杆砂轮进行动平衡。由于该设备已陈旧, 故障多, 调整麻烦, 操作不便, 已无法使用, 故改用申曼动平衡机厂磨床砂轮全自动动平衡仪。
砂轮全自动动平衡仪可在磨削状态下直接对砂轮进行动平衡, 提高了动平衡精度。磨削过程中砂轮的平衡状态,由微电脑监测、数码显示。如果平衡状态发生变化, 能在数分钟内自动进行调整, 使砂轮始终保持在平衡状态下工作。
1、动平衡仪的组成与规格
砂轮全自动动平衡仪由平衡头、振动传感器、电脑控制箱三部分组成。
(1)平衡头最大平衡能力为1800g·cm ,最高工作转速为3000r/m in,重量为2. 5kg。
(2)振动传感器灵敏度为600mV · s/cm ,频率范围为10~50Hz, 外形尺寸为② 30mm ×75mm。
(3)电脑控制箱振动频率测量范围为5~ 150Hz (300~9000 r/m in) ,振幅测量范围为0. 3~ 99Lm , 自由平衡状态下的振动位移< 1Lm ,电源电压为220V± 10% , 50Hz,耗电功率为15W ,外形尺寸为228mm × 210mm×85mm。
2、动平衡仪的平衡原理
图1是砂轮动平衡仪的工作原理图。根据砂轮不平衡激振力引起的磨架振动, 其位移与砂轮不平衡的大小成正比的原理, 振动传感器安装在砂轮架上, 拾取磨架的振动。振动传感器将振幅转化为相应的电信号, 电脑控制箱根据此信号的大小, 反复驱动平衡头内的电机转动, 再通过传动装置, 使平衡头中的补偿质量(偏重齿圈)与砂轮的残留不平衡量相抵消, 使磨架的振动逐渐减小到最小值, 使砂轮达到允许的平衡精度。
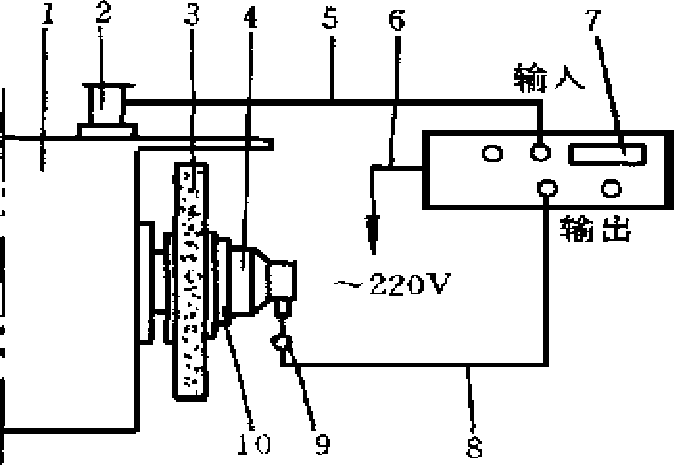
图1砂轮动平衡仪的工作原理 1.磨架 2.振动传感器 3.砂轮 4.平衡头 5.振动传感器电缆 6.电源线 7.电脑控制器 8.控制电缆 9.电缆固定器 10.连接法兰
衡头内的电机转动, 再通过传动装置, 使平衡头中的补偿质量(偏重齿圈)与砂轮的残留不平衡量相抵消, 使磨架的振动逐渐减小到最小值, 使砂轮达到允许的平衡精度。
图2 是平衡头的示意图, 其中M 1和M2为微型直流伺服电动机。它通过碳刷滑环与电脑控制箱相连, 电动机可作正反向转动, 并分别通过相同的两套传动装置(两级螺旋齿轮和一级内齿轮传动)使平衡补偿质量(偏重内齿圈)转动。m0为砂轮系统的不平衡量,m1和m2分别为两偏重内齿圈的平衡量(m1=m2)。m,为m1 和m2的合成平衡补偿量。当调整到使m,和m0的幅值相等而相位相反时, 砂轮系统就达到了平衡, 此时磨架的振动减小到最小值。ZPD—18 动平衡仪是根据磨架的振动进行平衡的, 它能大幅度地提高平衡精度。通常平衡架的静平衡精度(砂轮系统的偏心量)为百分之几毫米, 而该砂轮动平衡仪的平衡精度可达千分之几到万分之几毫米。

3、动平衡仪的安装
整套动平衡仪安装连接见图1。振动传感器水平安装在磨架振动最大的砂轮轴线位置上,一般是靠近砂轮的前轴承外壳或罩壳处。平衡头外形尺寸见图3,其安装方式见图4。连接法兰盘的安装如下:

图3平衡头外形尺寸 1.平衡头2.滑环

图4 平衡头的安装方式:1.振动传感器2.连接法兰盘3.平衡头
(1)在平面磨床上将连接法兰盘左端面磨去0. 1 ~ 0. 2mm。
(2)连接法兰盘拧紧在磨齿机砂轮主轴上。
(3)用拧紧法兰扳手将连接法兰盘进一步拧紧。
(4)拧紧两个防松紧定螺钉, 防止法兰盘在磨削时
松动。
(5)换砂轮拆卸连接法兰前, 先将防松紧定螺钉松开。
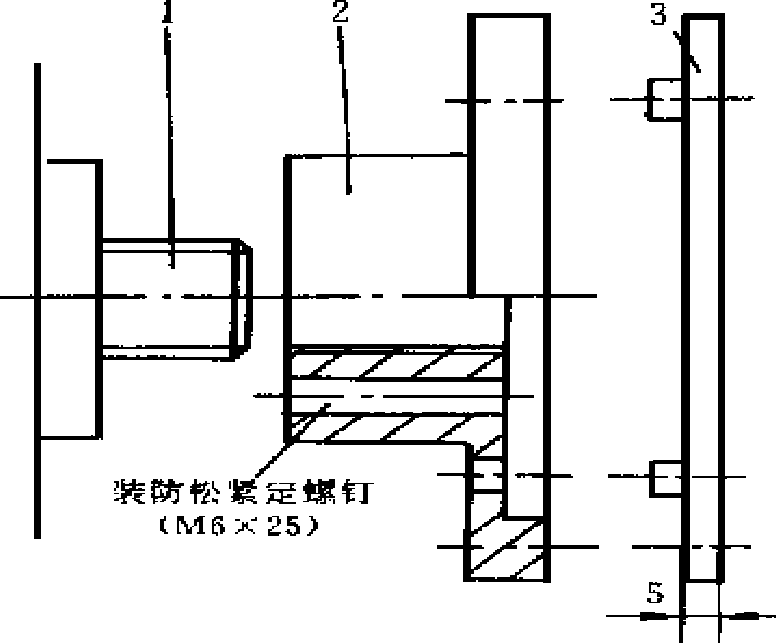
1.磨齿机主轴2.连接法兰3.拧紧法兰扳手
上述安装步骤如图5所示。连接法兰盘一头拧在砂轮主轴螺纹上(代替原来的紧固螺母) , 另一头用以固定平衡头。
连接法兰的设计与制作应使平衡头尽可能与砂轮对称中心线接近, 并使平衡头尽可能贴近砂轮法兰盘, 以减少附加产生的振动不平衡力矩。平衡头安装好后, 应将控制电缆与机床相对固定, 以防止跟转, 但须注意留有一定的松动余地, 不能过紧。
注意事项及维护
(1)当“超差”灯亮时注意观察周围是否有大的振动设备(如龙门刨床、冲床、空气锤等)在干扰, 或是否正处在加工工件与砂轮接触阶段,从而引起“超差”振动,不要一超差即去按“自动”按钮。因为一旦动平衡结束后, 其平衡状态是不会轻易改变的。
(2)换新砂轮时, 应先将装上法兰盘的砂轮开好齿槽进行静平衡。然后把砂轮装在磨齿机砂轮主轴上, 再装上平衡头进行动平衡。动平衡基本符合要求后, 用金刚轮、金刚笔对砂轮齿形、齿根及外圆进行粗修整, 拆下砂轮重新做一次静平衡, 重新装机后对砂轮齿槽进行精修整, 而后用动平衡仪进行随机平衡,这样磨出的齿轮齿形精度能达到3~ 4级,表面粗糙度值<Ra0. 4Lm。
(3)振动传感器是高精度、高价格的设备, 须避免直接敲打和大的振动, 特别是在装拆砂轮前, 为避免损坏该传感器须将它先拧下并妥善放好后再进行。
(4)仪器前面板的按钮为PVC触摸键, 操作时应避免用尖锐的物件触及以免损坏。
(5)平衡头使用几年(一般3 年左右)须更换内部的碳刷。更换方法十分简单,只须拧开铜盖上的螺钉M 3, 取下铜盖, 将已磨损的碳刷拔出,插入新的碳刷(注意将碳刷的小头插入) ,再盖上铜盖拧紧螺钉即可。最好先用无水乙醇擦洗一下铜盖内的滑环。
(6)每次装平衡头前应先确保连接法兰已拧紧并防松, 以免发生意外。
(7)控制电缆与平衡头是连在一起的, 不能拧下, 也不要提拉该控制电缆及其连接部分, 以免损坏。
(8)若一次平衡不理想,可再次按下“自动”按钮, 直至理想为止。
本文由申曼平衡机厂www.shshenman.com编辑原创,未经允许,不可转载!
- 2022-02-25电机平衡机的特点和应用
- 2022-01-07水泵叶轮动平衡机有什么特点?
- 2022-01-06风机平衡机的特点
- 2022-01-04如何测试电动机转子的动平衡量?
- 2021-12-31无刷电机转子动平衡
- 2021-12-20动平衡的方法
- 2021-12-09万向节平衡机的工作原理及特点
- 2021-11-17动平衡机的结构及其功能简述
- 2021-11-16圈带平衡机的日常维护与保养
- 2021-11-11如何选择转子动平衡机?
-
 辊轴自动铣削平衡机
辊轴自动铣削平衡机是本公司圈带传动系列平衡机之一,...
辊轴自动铣削平衡机
辊轴自动铣削平衡机是本公司圈带传动系列平衡机之一,... -
 RYQ一0.5C高精度高转速平衡
RYQ一0.5C高转速高精度平衡机为适应小型电机转子动平...
RYQ一0.5C高精度高转速平衡
RYQ一0.5C高转速高精度平衡机为适应小型电机转子动平... -
 RYQ一1D(0.5Kg)高精度微转子
申曼软支承高精度微转子平衡机具有快、准、稳的优点。...
RYQ一1D(0.5Kg)高精度微转子
申曼软支承高精度微转子平衡机具有快、准、稳的优点。... -
 SA-8D卧式全自动去重平衡机
SA-8D卧式全自动去重平衡机,主要用于滚筒和电机的去重...
SA-8D卧式全自动去重平衡机
SA-8D卧式全自动去重平衡机,主要用于滚筒和电机的去重...